English
English 简体中文
简体中文 España
España Russian
Russian العربية
العربية1. سداد
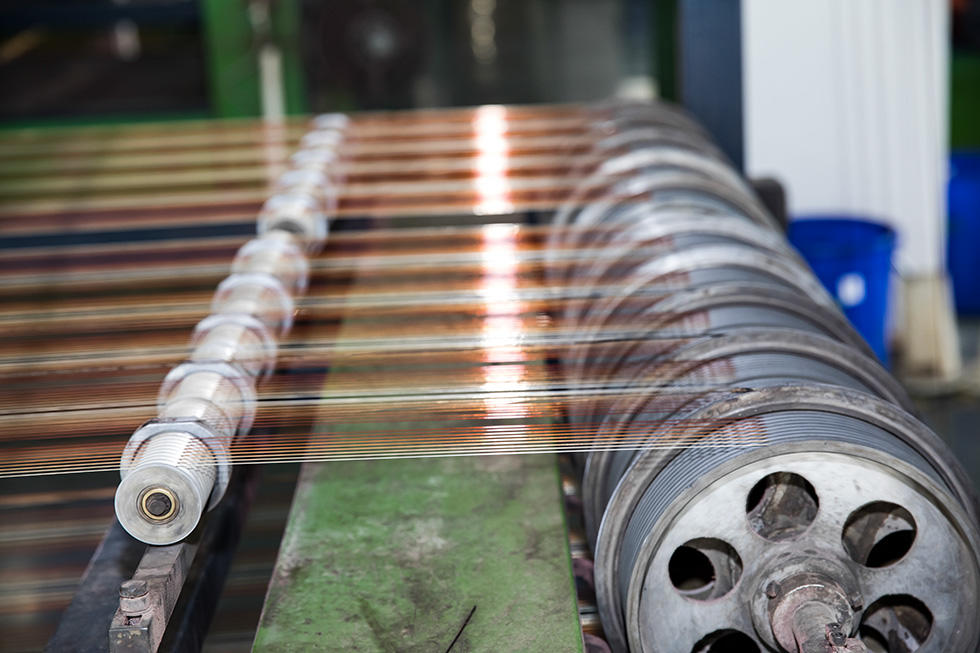
على سلك مطلي بالمينا يعمل بشكل طبيعي ، يتم استهلاك معظم طاقة المشغل وقوته البدنية في جزء الدفع. يؤدي استبدال بكرة الدفع إلى دفع المشغل الكثير من العمالة ، وتكون المفاصل عرضة لمشاكل الجودة و فشل العملية عند تغيير الأسلاك. طريقة فعالة هي الدفع بسعة كبيرة. مفتاح الدفع هو التحكم في التوتر ، فعندما يكون التوتر مرتفعًا ، لن يؤدي فقط إلى سحب الموصل الرقيق ، مما يجعل سطح السلك يفقد لمعانه ، ولكنه يؤثر أيضًا على عدد من خصائص السلك المطلي بالمينا. من وجهة نظر المظهر ، فإن السلك المصقول الذي يتم سحبه أرق له لمعان ضعيف ؛ من وجهة نظر الأداء ، فإن الاستطالة والمرونة والمرونة والصدمة الحرارية للسلك المصقول تتأثر جميعها. إذا كان توتر الدفع صغيرًا جدًا ، فسوف يقفز الخط بسهولة ويسبب اندماج الخط وملامسة الخط لفم الفرن. عند الدفع ، فإن أكثر ما يخشاه هو أن التوتر نصف دورة مرتفع وأن الشد نصف لفة صغير. وهذا لن يؤدي فقط إلى فك الأسلاك وانكسارها وتخفيفها قسمًا تلو الآخر ، بل يتسبب أيضًا في حدوث قفزات كبيرة في الأسلاك في الفرن مما يؤدي إلى فشل دمج ولمس الأسلاك. يجب أن يكون توتر التسديد متساويًا ومناسبًا. إن تركيب عجلة معززة أمام فرن التلدين مفيد جدًا للتحكم في التوتر. الحد الأقصى للتوتر غير الممتد للسلك النحاسي الناعم في درجة حرارة الغرفة حوالي 15 كجم / مم 2 ، والحد الأقصى للتوتر غير الممتد عند 400 حوالي 7 كجم / مم 2 ؛ الحد الأقصى للتوتر غير الممتد عند 460 ℃ هو 4 كجم / مم 2 ؛ الحد الأقصى شد غير امتداد عند 500 شد التمديد 2 كجم / مم 2. في عملية طلاء الأسلاك العادية ، يكون توتر السلك المطلي بالمينا أقل بكثير من التوتر غير الممتد ، والذي يلزم التحكم فيه عند حوالي 50٪ ، ويجب التحكم في توتر الدفع عند حوالي 20٪ من التوتر غير الممتد.
تستخدم البكرات كبيرة الحجم وذات السعة الكبيرة عمومًا الدفع الدوراني الشعاعي ؛ تستخدم الأسلاك متوسطة الحجم عمومًا الدفع الزائد أو الفرشاة ؛ تستخدم الأسلاك ذات الحجم الدقيق عمومًا نوع الفرشاة أو نوع الاستدقاق المزدوج. إيقاف.
بغض النظر عن طريقة التسريح ، هناك متطلبات صارمة على هيكل وجودة بكرة الأسلاك النحاسية العارية. يجب أن يكون السطح أملس لضمان عدم خدش السلك. هناك زوايا نصف قطرها 2-4 مم على كلا الجانبين من القلب وداخل وخارج الألواح الجانبية. لضمان إمكانية تفريغ الخط بطريقة متوازنة ، بعد معالجة التخزين المؤقت ، يجب إجراء اختبار توازن ديناميكي وثابت. قطر محور عمود دفع الفرشاة جهاز الإيقاف: قطر اللوحة الجانبية أقل من 1: 1.7 ؛ شرط الدفع النهائي أقل من 1: 1.9 ، وإلا ، سيحدث كسر السلك عندما يتم دفع السلك إلى قلب العمود.
2. التلدين
الغرض من التلدين هو تسخين السلك الذي تم تقويته من خلال تغيير الشبكة أثناء عملية سحب القالب عند درجة حرارة معينة لاستعادة النعومة التي تتطلبها العملية بعد إعادة ترتيب الشبكة الجزيئية ، وفي نفس الوقت لإزالة بقايا على سطح الموصل أثناء عملية السحب مواد التشحيم وبقع الزيت وما إلى ذلك ، تجعل السلك سهل الطلاء وتضمن جودة السلك المطلي بالمينا. أهم شيء هو التأكد من أن السلك المصقول يتمتع بنعومة واستطالة مناسبة أثناء الاستخدام كملف ، وفي نفس الوقت يساعد على تحسين التوصيل.
كلما زاد تشوه الموصل ، انخفض الاستطالة وزادت قوة الشد.
هناك ثلاث طرق شائعة الاستخدام لتليين الأسلاك النحاسية: تلدين الملف ؛ التلدين المستمر على آلة سحب الأسلاك ؛ التلدين المستمر على الآلة المطلية بالمينا. لا يمكن لأي من الطريقتين الأوليين تلبية متطلبات عملية الصقل. يمكن أن يؤدي تلدين الملف إلى تليين السلك النحاسي فقط ، ولكن إزالة الشحوم لم تكتمل ، وعندما يصبح السلك لينًا بعد التلدين ، يزداد الانحناء عند مد السلك. التلدين المستمر على آلة سحب الأسلاك يمكن أن يحقق تليين السلك النحاسي وإزالة الشحوم السطحية ، ولكن يتم لف السلك النحاسي الناعم على بكرة السلك لتشكيل الكثير من الانحناءات بعد التلدين. التلدين المستمر قبل الطلاء على آلة الصقل لا يمكن أن يحقق فقط الغرض من التليين وإزالة الشحوم ، ولكن أيضًا السلك الملدن يكون مستقيمًا ويدخل مباشرة إلى جهاز الطلاء لطلاء طبقة طلاء موحدة.
يجب تحديد درجة حرارة فرن التلدين وفقًا لطول فرن التلدين ومواصفات الأسلاك النحاسية وسرعة الخط. عند نفس درجة الحرارة والسرعة ، كلما زاد طول فرن التلدين ، زادت شبكة الموصل المستعادة بالكامل. عندما تكون درجة حرارة التلدين منخفضة ، كلما ارتفعت درجة حرارة الفرن ، كان الاستطالة أفضل ، ولكن عندما تكون درجة حرارة التلدين عالية ، تحدث الظاهرة المعاكسة.كلما ارتفعت درجة الحرارة ، قل الاستطالة ، وسطح السلك يفقد اللمعان ، بل ومن السهل كسرها.
درجة حرارة فرن التلدين مرتفعة للغاية ، مما لا يؤثر فقط على العمر التشغيلي للفرن ، ولكن أيضًا يحترق وينكسر بسهولة عند إغلاق الخط وخيوطه. يجب التحكم في درجة الحرارة القصوى لفرن التلدين عند حوالي 500 درجة مئوية. تم اعتماد طريقة التحكم في درجة الحرارة على مرحلتين للفرن ، وهي فعالة لتحديد نقطة التحكم في درجة الحرارة في الموضع الذي تتشابه فيه درجة الحرارة الثابتة والديناميكية. يتأكسد النحاس بسهولة في درجات الحرارة المرتفعة ، وأكسيد النحاس رخو للغاية ، ولا يمكن ربط طبقة الطلاء بقوة بالأسلاك النحاسية.أكسيد النحاس له تأثير محفز على تقادم طبقة الطلاء ، وله تأثيرات ضارة على المرونة ، الصدمة الحرارية والشيخوخة الحرارية للسلك المطلي بالمينا. إذا لم يتأكسد السلك النحاسي ، فمن الضروري إبقاء السلك النحاسي عند درجة حرارة عالية من ملامسة الأكسجين في الهواء ، لذلك يجب أن يكون هناك غاز واقي. يتم إغلاق معظم أفران التلدين بالماء من أحد طرفيها وتفتح من الطرف الآخر. يحتوي الماء الموجود في خزان المياه في فرن التلدين على ثلاث وظائف: إغلاق فوهة الفرن ، وتبريد السلك ، وتوليد البخار كغاز وقائي. نظرًا لأن بخار الماء في أنبوب التلدين صغير جدًا عند القيادة ، فلا يمكن إزالة الهواء في الوقت المناسب ، لذلك يمكن سكب كمية صغيرة من محلول الكحول (1: 1) في أنبوب التلدين. (احرص على عدم سكب الكحول النقي والتحكم في الكمية المستخدمة)
تعتبر جودة المياه في خزان التلدين مهمة جدًا. ستجعل الشوائب الموجودة في الماء السلك غير نظيف وتؤثر على الطلاء ، ولن يكون قادرًا على تكوين طبقة طلاء ناعمة. يجب أن يكون محتوى الكلور في الماء المستخدم أقل من 5 ملجم / لتر ، ويجب أن تكون الموصلية أقل من 50 ميكرولتر / سم. سوف يتسبب أيون الكلوريد المتصل بسطح السلك النحاسي في تآكل السلك النحاسي وطبقة الطلاء بعد فترة من الوقت ، وينتج بقعًا سوداء على سطح السلك في طبقة طلاء السلك المطلي بالمينا. لضمان الجودة ، يجب تنظيف الحوض بانتظام.
درجة حرارة الماء في الحوض مطلوبة أيضًا. تؤدي درجة حرارة الماء المرتفعة إلى توليد بخار الماء لحماية السلك النحاسي أثناء التلدين.ليس من السهل أن يحمل السلك الذي يغادر خزان المياه الماء ، ولكنه ليس جيدًا لتبريد السلك. على الرغم من أن درجة حرارة الماء المنخفضة لها تأثير تبريد ، إلا أن هناك كمية كبيرة من الماء على السلك ، وهي ليست جيدة للطلاء. بشكل عام ، تكون درجة حرارة الماء للخط السميك أقل ، ودرجة حرارة الماء للخط الرفيع أعلى. عندما يجعل السلك النحاسي الماء يتبخر ويتناثر عندما يترك سطح الماء ، فهذا يعني أن درجة حرارة الماء مرتفعة للغاية. بشكل عام ، يتم التحكم في الخط السميك عند 50 ~ 60 درجة مئوية ، ويتم التحكم في الخط الأوسط عند 60 ~ 70 درجة مئوية ، ويتم التحكم في الخط الرفيع عند 70 ~ 80 درجة مئوية. بسبب السرعة العالية للخيط الرفيع ، فإن مشكلة حمل الماء خطيرة ، لذا يجب استخدام تجفيف الهواء الساخن.